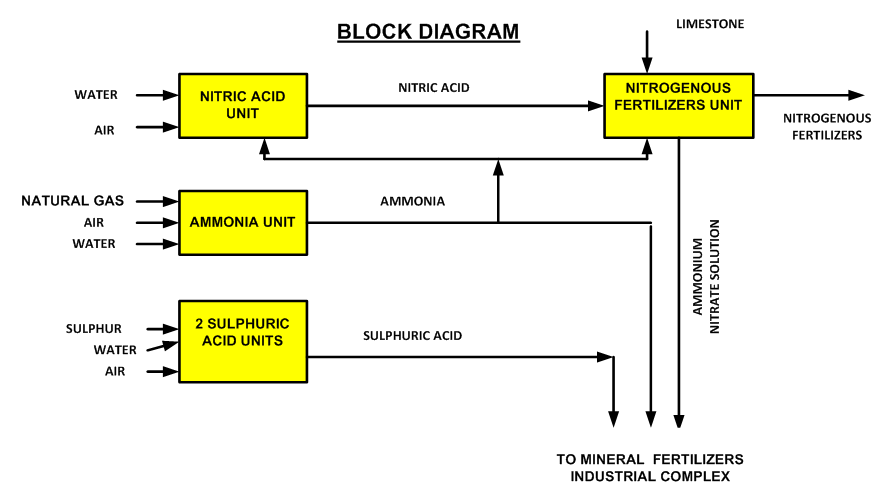
The KAVALA NOVAFERT LTD. site at Nea Karvali, Kavala, operates the following production units and facilities:
- Ammonia Unit (capacity 165.000 MTPY)
- Two (2) Sulphuric Acid Units (total capacity 430.000 MTPY)
- Nitric Acid Unit (capacity 230.000 MTPY)
- AN-solution Unit (capacity 280.000 MTPY)
- Nitrogenous Fertilizers (AN/CAN) Unit (capacity 260.000 MTPY)
- Ammonia sphere (nominal capacity 1800 MT)
- Atmospheric pressure Ammonia tank (capacity 15.000MT)
- Four (4) turbogenerators (installed power 21.218 MW) for combined production of heat and power from waste heat without the use of fuel.
- Various facilities for storage of raw materials and final products and bagging facilities for nitrogenous fertilizers. There is also an extensive network of belt conveyors for transportation of the raw materials and final products, interconnecting the production units and warehouses.
The Ammonia Unit was commissioned in 1986. The production is based in the so called PARC process, specifically designed to achieve very good energy efficiencies for medium size units. The initial capacity of this unit was 400 MTPD and following various improvements in the period 1998-2005 the capacity is now 465 MTPD (450 MTPD in summer and 480 MTPD in winter period).
The raw material is natural gas and through a series of various processes, hydrogen (H2) is produced which is one of the two components of ammonia (NH3). These processes are summarized as follows:
- • Natural gas desulphurisation
- • Natural gas steam reforming (in presence of nickel based catalyst). The product contains H2, CO, CO2 and residual CH4
- • High temperature shift conversion (in presence of iron/chromium based catalyst). CO reacts in the presence of steam and H2 is further produced.
- • Process gas cooling
- • Hydrogen purification by Pressure Swing Adsorption (PSA) in vessels containing active carbon and molecular sieves. The by-product purge gas is used as fuel in the steam reformer.
• The second ammonia component is nitrogen (N2) which is produced by air compression, drying, expansion/liquefaction and distillation at very low temperatures.
H2 and N2 are finally mixed in the required stoichiometric ratio, compressed at high pressure, and in the presence of iron based catalyst, ammonia is formed which subsequently is liquefied and sent for consumption by the downstream units and/or to the storage.
As part of the Ammonia unit the following utilities are included:
- • Steam turbogenerator
- • Demineralised water unit for boiler feed water supply
- • Cooling water unit
- • Instrument air unit
- • Ammonia refrigeration unit

This unit, commissioned in 1982, produces Nitric Acid (HNO3) 60% w/w and it is based in the classical Dual Pressure process.
The raw material is ammonia (NH3) which is oxidized in presence of platinum catalyst, initially to NO and finally to NO2. This reaction is taking place in medium pressure. In a next step the gas is further compressed to higher pressure and finally NO2 is absorbed by water in the absorption tower where HNO3 60% w/w is formed. The compression energy for the two-stage compression is provided by an expander operating with the tail gas from the absorption tower and a steam turbine operating by steam produced from heat recovery. The two compressors and the two turbines are combined in one common shaft (called turboset). The steam production is sufficient for the unit and the surplus is exported to the sulphuric acid units for power generation and the AN-solution unit and AN/CAN plant.
The unit is completed with the following utilities:
- • Cooling water unit
- • Instrument air unit

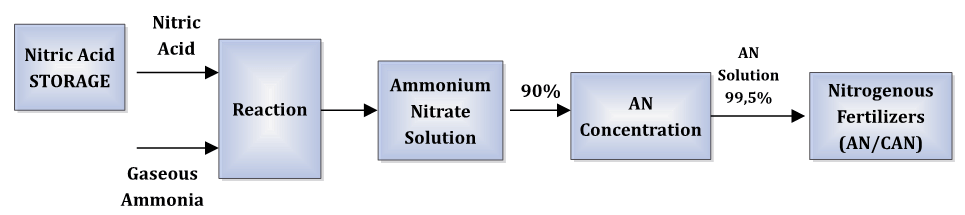
The unit was started up in 1982 together with the Nitric Acid Unit and the Nitrogenous Fertilizers (AN/CAN) unit. It produces ammonium nitrate (NH4NO3) solution, 90% w/w.
The raw materials are evaporated ammonia (NH3) and nitric acid (HNO3) which react in a special reactor to produce ammonium nitrate solution. The biggest part of the AN-solution is used as raw material for AN/CAN production while smaller quantities are sent to the NPK units.
The unit is in operation since 1982 and produces various types of Ammonium Nitrate (AN) and Calcium Ammonium Nitrate (CAN) fertilizers.
The main raw material is AN-solution. Ground limestone is also added as inert material according to the formula requirements. The AN-solution 90% is fed to a falling film evaporator where it is further concentrated to a melt containing 99.5% ammonium nitrate. This melt is mixed with solid AN/CAN recycle in a special high temperature pan granulator and subsequently the product is cooled and screened. The coarse granules are crushed, mixed with the fines and returned to the granulator. The commercial product is further cooled, treated with anticaking agent and sent to the storage.
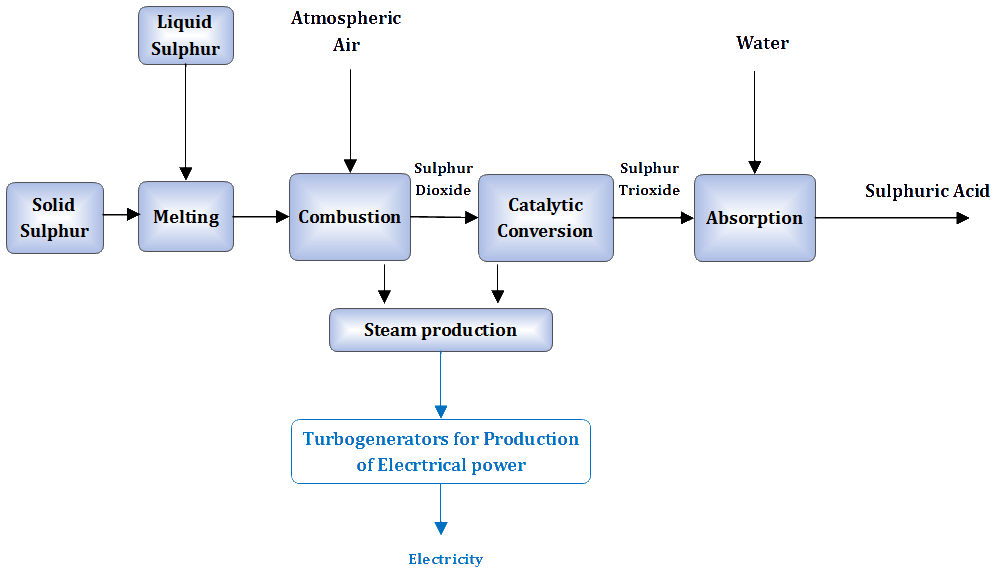
There are two operating units using elemental Sulphur as feedstock. The old one was started in 1965 and the new one in 1986.
The solid sulphur is melted in a steam heated pit, purified in order to remove impurities and burnt with dry air to produce sulphur dioxide (SO2). SO2 is further oxidized in presence of vanadium catalyst to sulphur trioxide (SO3) in a 4-bed converter. Finally the gas mixture comes in contact with sulphuric acid and SO3 is converted to sulphuric acid (H2SO4). Both units are using the same process for the production of sulphuric acid (single absorption process) but the new unit is more energy efficient. The flue gases exit of the absorption towers from both units, are still containing small amounts of SO2 and for this reason are combined in one stream and directed in the SO2 removal unit. By addition of ammonia and sulphuric acid, under pH control, an enriched SO2 gas is created, containing about 80% of the fed SO2, which returns to the sulphuric acid units. The rest SO2 is converted to ammonium sulphate solution which is consumed by the NPK units of PFIC Ltd.
The sulphuric acid production is accompanied by big amounts of surplus thermal energy, in form of HP pressure steam, which is converted to electric energy in 2 steam turbogenerators (total capacity ~10 MW). Part of the produced steam is also exported to other units in form of MP and LP steam for heating purposes. The let down from HP pressure steam to MP/LP steam is taking place in a back pressure turbine having a capacity of ~2 MW (co-generation of electrical and thermal energy)
The Sulphuric Acid units include also utilities for production of demineralised water, used as boiler feed water, and an instrument air unit.